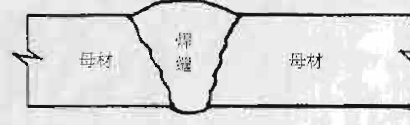
涂层、镀层、氧化层等在现实材料中应用的非常的多,我们简称为涂层,这些材料在表面既能满足一定的特殊要求,在心部有能满足整体的机械性能,这些都可以看成在基体材料上有另外一种具有一定厚度的材料,构造如下图1:
 图1 图1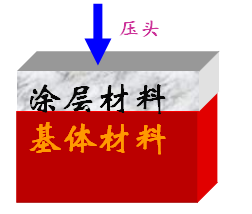 图2 图2
这些涂层一般都比较薄,可以从几个微米到几十个丝,为了满足材料整体表面的性能,涂层材料也是多种多样,如镍、铬、陶瓷等;而基体材料也有铜、钢、铝等,这样的一种组合材料,能否满足实际的要求,就需要对其检验,其中最主要的就是涂层是否合格,包括测试其厚度、力学性能如硬度等等,硬度测试也是目前国家标准都有明确指出的检测项目,在进行硬度测试时,主要测试方式有2种,一种是从材料外表面直接压入材料表面即涂层材料,这时基体材料起支撑作用;第二种是在材料的横断面上进行测试,测试时相当于对单一材料进行测试,不再像第一种测试是有另一种材料介入,下面分别对2种方法简要介绍下:
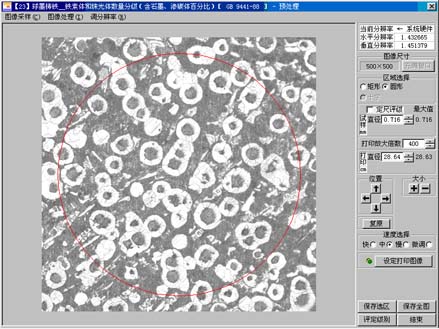
A、第一种方法 用显微硬度计在表面进行压痕的打压(图2)
打压后对压痕进行测量(其中d测2次),得到所测材料的硬度值如图3
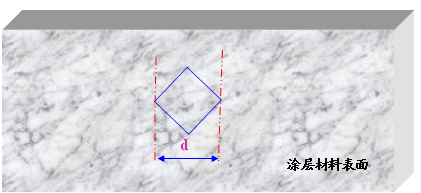 图3 图3 图4 图4
这种方法的优点是测试效率高,不需要对待测试样进行处理如切割、研磨、抛光等,把待测的工件放到硬度计的工作台上就可以直接进行测试,同时对镀层厚度的要求小,能测试比第二种厚度薄的涂层,但由于涂层在工件的表面很不均匀,有的地方厚有的地方薄,且涂层的材料有的晶粒粗大有的细,有的颜色灰暗有的明亮,由于涂层很薄,显微硬度计试验时所选的力值小,测试的压痕也小,对试样表面光洁度有较高的要求,很多由于表面光洁度不够而无法进行直接测量,而对表面进行研磨抛光又会降低涂层厚度,因此这种测试方式尤其局限性,在厚度允许的情况一般也需要研磨下;
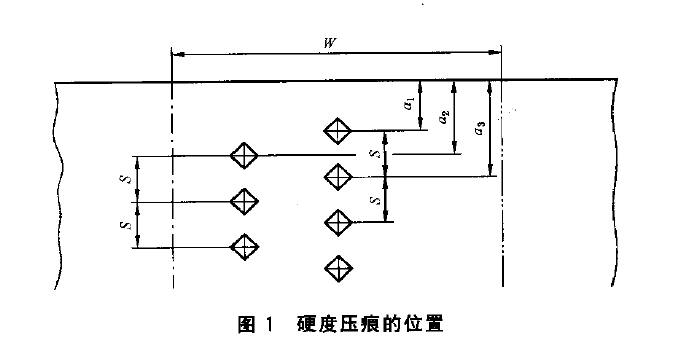
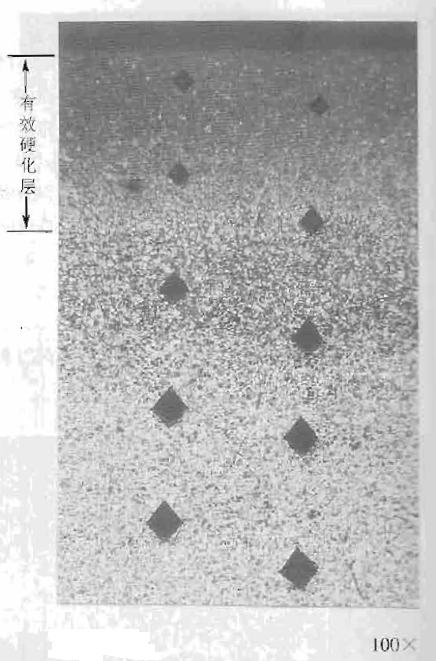
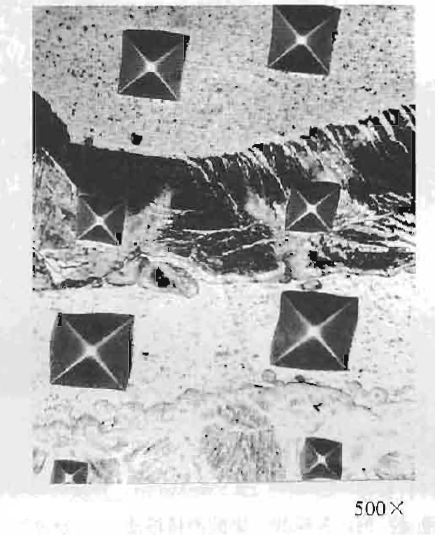
B、第二种方法:如图4
这种方式是在材料的横断面上进行测试,需要对试样进行切割得到试样的横断面,得到这个横断面后,就可以对这个横断面进行研磨抛光,提高表面的光洁度,能够满足硬度测试时表面光洁度的要求,且这时的研磨抛光不会改变涂层厚度,但这种测试方式需要涂层有相对大的厚度,因为压痕要占据一定的空间且要满足压痕距边缘一定的距离,在能够进行这种方式测试时,国标上还是推荐用这种方式测试。 |












 华东华南地区
华东华南地区